

DEMEL GMBH
Deutschland
Damit Sie noch schneller zu Ihrem fertigen Teil kommen, die Bohrung noch präziser ausfällt oder wir noch komplexere Teile für Sie fertigen können – ist die Investition in neue Technologien für beide Seiten sinnvoll und lohnend.

AESCHLIMANN AG, DÉCOLLETAGES
Schweiz

Präzise Bohrungen bis zu einer Tiefe von 300mm können wir dank modernster CNC gesteuerter Tieflochbohrmaschinen anbieten. Dabei sind bei der Materialwahl kaum Grenzen gesetzt!

AESCHLIMANN AG, DÉCOLLETAGES
Schweiz
Hohe Formgenauigkeit sowie präzise Bohrungen an gehärteten Bauteilen, erreichen wir durch das Honen. Wir verfügen auch bei diesem wichtigen Prozess über modernste Anlagen und jahrelange Erfahrung.

SPIROL
Deutschland
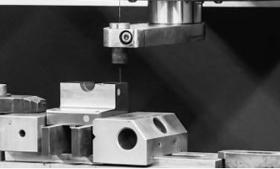
SPIROL's Modell DP ist eine eigenständige vertikale Bohr- und Verstiftungsmaschine, die sich ideal für Anwendungen mit mittlerer bis hoher Produktivität eignet, die ein präzises Bohren und Verstiften von Baugruppen erfordern. Das Konzept des Bohrens und Verstiftens mit einem System eliminiert enge Toleranzen und präzises Bohren der einzelnen Komponenten, um eine korrekte Ausrichtung der Bohrungen für die Montage zu gewährleisten. Das Modell DP Bohr- und Verstiftungsmaschine besteht aus einer automatischen, hochpräzisen Bohreinheit, einem SPIROL Model CR Stifeintreiber Schwere Ausführung und einer präzisen, druckluftbetriebenen Linearschlitteneinheit, um die Baugruppe zwischen Bohreinheit und Installationsstation zu transportieren. Das Modell DP Bohr- und Verstiftungsmaschine kann Bohrungen mit einem Durchmesser von 0,8mm-6mm (0,031"-0,250") bohren und ist in der Lage, Einpresskräfte von bis zu 8 kN (1.800 lbs) zu realisieren.

ORTLIEB PRÄZISIONSSYSTEME GMBH & CO. KG
Deutschland
Profitieren Sie vom großen Spannbereich der Rubber-Flex® RFC Spannzangen Die elastische Gummi-Metall Verbindung ermöglicht einen Spannbereich von ± 1 mm zum Nenndurchmesser. So sparen Sie nicht nur die Investition in vier zusätzliche Stahlspannzangen sondern reduzieren auch deutlich Ihre Rüstzeiten. Vorbearbeitete oder empfindliche Werkstücke werden in Rubber-Flex® RFC Spannzangen mit glatter Bohrung präzise gespannt.

STIEFELMAYER-CONTENTO GMBH & CO. KG
Deutschland
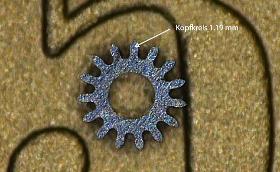
Durch eine spezielle Lasertechnologie bohren wir sehr präzise und hochgenaue Löcher und Formen ab 0,2 mm in Glasrohre und Flachgläser. Vorteil: trockenes Verfahren und keine Erzeugung von Spannung. Wir produzieren seit über 30 Jahren thermisch verformte Rohrgläser für Labor & Industrie und verfügen über langjährige Erfahrung in der Verarbeitung von Rohr- und Flachgläsern. Im Bereich des Laserbohrens von Rohr- und Flachgläsern sind wir ein Partner mit Kompetenz und Know-How. Die Vorteile der Laserbohrung sind: - Bohrdurchmesser ab ca. 0,3 mm - frei wählbare Bohrgeometrien und Konturen - erhebliche Zeitersparnis gegenüber herkömmlichen Bohrmethoden - sehr präziser und reproduzierbarer Prozess - berührungsloses, trockenes Laserverfahren - Laserbohren von Rohr- und Flachgläsern - anwendbar bei transparenten Glasarten wie Sodakalk-, Borosilikat- oder Quarzglas sowie anderen Spezialgläsern - Bearbeiten ohne Einsatz spezieller Werkzeuge Profitiren auch Sie von den Vorteilen des...

MÄDER PRESSEN GMBH
Deutschland
Mäder handunterstützte Kniehebelpressen kommen in Einsatz, wenn bedingt durch die Besonderheit des Werkstücks anfangs nicht beide Hände durch eine Zweihandbedienung gebunden sein können und doch eine große Druckkraft am Ende des Arbeitshubs erreicht werden soll.MIt handunterstützen Kniehebelpressen ist sicheres Arbeiten möglich: Der Stößel wird mittels des Handhebels in die Endlage gebracht. Das Werkstück wird dann durch die Kraft des Kniehebels gehalten. Ein Sensor registriert diese Position. Das Werkstück kann jetzt losgelassen werden und mit der jetzt freien Hand der pneumatische Hub ausgelöst werden.Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine nbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt.

MÄDER PRESSEN GMBH
Deutschland
Mäder handunterstützte Kniehebelpressen kommen in Einsatz, wenn bedingt durch die Besonderheit des Werkstücks anfangs nicht beide Hände durch eine weihandbedienung gebunden sein können und doch eine große Druckkraft am Ende des Arbeitshubs erreicht werden soll.MIt handunterstützen Kniehebelpressen ist sicheres Arbeiten möglich: Der Stößel wird mittels des Handhebels in die Endlage gebracht. Das Werkstück wird dann durch die Kraft des Kniehebels gehalten. Ein Sensor registriert diese Position. Das Werkstück kann jetzt losgelassen werden und mit der jetzt freien Hand der pneumatische Hub ausgelöst werden.Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine nbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt.

MÄDER PRESSEN GMBH
Deutschland
Mäder handunterstützte Kniehebelpressen kommen in Einsatz, wenn bedingt durch die Besonderheit des Werkstücks anfangs nicht beide Hände durch eine eihandbedienung gebunden sein können und doch eine große Druckkraft am Ende des Arbeitshubs erreicht werden soll.MIt handunterstützen Kniehebelpressen ist sicheres Arbeiten möglich: Der Stößel wird mittels des Handhebels in die Endlage gebracht. Das Werkstück wird dann durch die Kraft des Kniehebels gehalten. Ein Sensor registriert diese Position. Das Werkstück kann jetzt losgelassen werden und mit der jetzt freien Hand der pneumatische Hub ausgelöst werden.Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine nbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt.

MÄDER PRESSEN GMBH
Deutschland
Mäder handunterstützte Kniehebelpressen kommen in Einsatz, wenn bedingt durch die Besonderheit des Werkstücks anfangs nicht beide Hände durch eine Zweihandbedienung gebunden sein können und doch eine große Druckkraft am Ende des Arbeitshubs erreicht werden soll.MIt handunterstützen Kniehebelpressen ist sicheres Arbeiten möglich: Der Stößel wird mittels des Handhebels in die Endlage gebracht. Das Werkstück wird dann durch die Kraft des Kniehebels gehalten. Ein Sensor registriert diese Position. Das Werkstück kann jetzt losgelassen werden und mit der jetzt freien Hand der pneumatische Hub ausgelöst werden.Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine nbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt.

MÄDER PRESSEN GMBH
Deutschland
Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine Inbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt. Die Arbeitsweise ist denkbar einfach: Sobald der Stößel mit dem eingespannten Werkzeug das Werkstück erreicht, wird durch die Handkraft am Handhebel eine Feder gespannt. Am Ende des Federspannhubs wird die gespeicherte Federenergie dann schlagartig auf das Werkstück übertragen. Die Schlagkraft der Presse kann über den Sterngriff stufenlos eingestellt werden.

MÄDER PRESSEN GMBH
Deutschland
Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine Inbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt. Die Arbeitsweise ist denkbar einfach: Sobald der Stößel mit dem eingespannten Werkzeug das Werkstück erreicht, wird durch die Handkraft am Handhebel eine Feder gespannt. Am Ende des Federspannhubs wird die gespeicherte Federenergie dann schlagartig auf das Werkstück übertragen. Die Schlagkraft der Presse kann über den Sterngriff stufenlos eingestellt werden.

MÄDER PRESSEN GMBH
Deutschland
Ideal zum Prägen von kleinen Stückzahlen oder zum Nieten. Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine Inbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt. Die Arbeitsweise ist denkbar einfach: Sobald der Stößel mit dem eingespannten Werkzeug das Werkstück erreicht, wird durch die Handkraft am Handhebel eine Feder gespannt. Am Ende des Federspannhubs wird die gespeicherte Federenergie dann schlagartig auf das Werkstück übertragen. Die Schlagkraft der Presse kann über den Sterngriff stufenlos eingestellt werden.

MÄDER PRESSEN GMBH
Deutschland
Ideal zum Prägen von kleinen Stückzahlen oder zum Nieten. Der Standard Rundstößel von mäder pressen zeichnet sich durch hohe Standfestigkeit, geschliffene Oberfläche und präziser Stößelbohrung aus. Werkzeuge können in der Stößelbohrung über eine Inbusschraube sicher fixiert werden. Die Rundstößel von mäder pressen werden grundsätzlich in gehonten Bohrungen oder in präzisen Teflonbuchsen geführt. Die Arbeitsweise ist denkbar einfach: Sobald der Stößel mit dem eingespannten Werkzeug das Werkstück erreicht, wird durch die Handkraft am Handhebel eine Feder gespannt. Am Ende des Federspannhubs wird die gespeicherte Federenergie dann schlagartig auf das Werkstück übertragen. Die Schlagkraft der Presse kann über den Sterngriff stufenlos eingestellt werden.

ETS ERODIERTECHNIK GMBH
Deutschland
Erstellung präzisester Bohrungen und Startbohrungen. HÖCHSTE GENAUIGKEIT Erreichbare Toleranzen beim Erodieren bis +/- 2 µm. ALLE WERKSTOFFE Erodieren aller elektrisch leitfähigen Werkstoffe. EDES FORMAT Werkstückgröße bis 310x430x220 mm möglich.

SPANABHEBENDE PRÄZISIONSWERKZEUGE SPPW GMBH
Deutschland
NC-Anbohrer Schnellst mögliches Zentrieren und präzises AnbohrenSPPW NC-Anbohrer sind geeignet für schnelles Zentrieren oder positionsgenaues Anbohren auf NC-Maschinen, Bearbeitungszentren, Fräsmaschinen oder Bohrwerken. Das Sortiment umfasst Micro-NC-Anbohrer aus Vollhartmetall (VHM), NC-Anbohrer aus Vollhartmetall (VHM) sowie aus HSS-E05.SPPW NC-Anbohrer besitzen eine extrem stabile und harte Spitze und eignen sich gut für kurze Bohrtiefen. Sie bestechen in der Fertigung durch kürzere Anbohrwege und verschiedene Spitzenwinkel 90° oder 120°.

Sie verkaufen oder produzieren ähnliche Produkte?
Registrieren Sie sich auf europages und referenzieren Sie Ihre Produkte

NEUBAUER GMBH & CO KG
Österreich
Präzise Bohrungen und Stanzarbeiten sind dank unserer CNC-Spannzangen-Stanzmaschine durchführbar. Wir fertigen zum Beispiel: Lochbleche mit Sonderlochung uvm.
RETERO GMBH
Schweiz
Im Bereich der Mikroerosion werden Teile mit kleinsten Drahtdurchmessern von 0.02 – 0.10mm, sowie Mikrobohrungen mit kleinsten Hartmetallelektroden ab 0.10mm und grösser erodiert. Oberflächenrauheiten bis Ra 0.05 / N2 beim Erodieren, Erreichbare Toleranzen bis +/-0.001mm beim Erodieren, Radien bis min. 0.02mm, erodieren von kleinen präzisen Bohrungen erodieren von Bohrungen als Vorbereitung für die Drahterosion. Bearbeitung von speziellen Materialien wie z.B. Keramik oder Hartmetalle. Sonstige verarbeitbare Werkstoffe: gehärtete Stähle, Stahl u. legierte Stähle, rostfreie Stähle (INOX), NE-Metalle. Bearbeitungen im Oelbad speziell für Hartmetalle, Keramik und korrosionsanfällige Materialien Herstellung von Mikrospannmitteln, um Mikroteile für die Bearbeitung zu fixieren. Radien: bis min. 0.02mm erreichbare Toleranzen: bis +/-0.001mm

ALFRA GMBH
Deutschland
Wie alle Modelle der Alfra Basic-Line ist die 35 B eine echte Dauerläuferin. Unschlagbar in den Standzeiten, besticht die Serie außerdem durch ein hervorragendes Preis-Leistungsverhältnis, das Sie über jede Ziel-Linie bringt. Dank Magnethaftkraft sicher positioniert ermöglicht die 35 B präzise Bohrungen bis zu einer Schnitttiefe von 50,0 mm – mit Metallkernbohrern bis zu einem Durchmesser von 35 mm, Stufenbohrern mit einem Durchmesser bis zu 40 mm und Spiralbohrern mit einem Durchmesser bis zu 13 mm. Wie alle Alfra-Produkte ist die RB 35 B aus dem Blickwinkel der Anwender konzipiert. Die Bedienung ist einfach und selbsterklärend. Unsere Basic-Serie vereint bewährte Alfra-Qualität mit einem attraktiven Anschaffungspreis. Sie erhalten viel Leistung für kleines Geld und bleiben wirtschaftlich flexibel. Egal wie viele Stunden eine Maschine aus der Basic-Line für Sie im Einsatz ist – sie erledigt ihre Aufgaben zuverlässig. Die Gewinner-Kombination: Robustheit und Präzision.

VARIOPRINT
Deutschland
Bedrucken und Beschichten von Bohrungswände und Bohrungsflächen. Um Innen-Geometrien (Bohrungswände und Bohrungsflächen) zu Beschichten oder zu Bedrucken, hat VARIOPRINT neue Systemlösungen auf der Basis des Tampondruckverfahrens entwickelt. Mit diesen Druckverfahren können Bohrungen präzise mit Gleitlack, Trennmitteln, Öl, Klebstoff, Farben usw. beschichtet werden.
FELASTEC GMBH
Schweiz
Beim Einzelpuls bohren erzeugt ein einzelner Laserpuls mit vergleichsweiser hoher Pulsenergie die Bohrung. Auf diese Weise lassen sich sehr schnell viele Löcher erzeugen. Dieses Verfahren wird oft zur Herstellung von Filtern mit geringen Wandstärken bis ca 1mm Dicke angewendet. Beim Perkussionsbohren entsteht die Bohrung durch mehrere aufeinander folgende Laserpulse mit geringerer Pulsdauer und Pulsenergie. Dieses Bohrverfahren liefert tiefere und präzisere Löcher als das Einzelpulsbohren. Perkussionsbohren ermöglicht Lochdurchmesser von 0,02 bis 0,4 mm und Bohrtiefen bis 10mm. Zum Laserbohren eignen sich hochtemperaturfeste Werkstoffe wie Hastelloy, Wolfram, Molybdän und alle Arten von Edel- und Buntmetallen. Auch Keramische Werkstoffe wie Saphir, Rubin, Diamant oder Aluminiumoxyd und verwandte Werkstoffe lassen sich mit dem Laser bohren.

OPTIMA PRECISE
Tschechische Rep.
Extrem schnelles, sauberes und präzises Bohren in härteste Fliesen Trockenbohren, kein Wasser notwendig, problemloses und freihändiges Anbohren möglich Keramik, Natursteinfliesen, harte Bodenfliesen, Feinsteinzeug, dünne Granitplatten, Fliesen, Kacheln und Marmor

GANNOMAT ERWIN GANNER GMBH & CO KG
Österreich
Gannomat Bohr- und Einpressautomaten sind Beschlägehersteller unabhängig und auf das präzise Bohren und Einsetzen von Beschlägen ausgelegt. Robustheit, Langlebigkeit und einfache Bedienung zeichnen unsere Universal-Topfbandbohrmaschinen aus. ---------- Kurzvorstellung: • Unabhängigkeit von Beschlägehändlern und -Herstellern • Präzisions-Bohrgetriebe mit Stahlzahnrädern und Stahlkupplung • Universeller Einsatzbereich: Topfbänder, Lochreihe, Verbinder, Griff- und Durchgangsbohrungen, Bohrungen für Schubladenführungen, ... • Massive und stabile Schwenkanschläge • Abstand Frontanschlag zu Bohrspindeln bis zu 100 mm

GANNOMAT ERWIN GANNER GMBH & CO KG
Österreich
Gannomat Bohr- und Einpressautomaten sind Beschlägehersteller unabhänging und auf das präzise Bohren und Einsetzen von Beschlägen ausgelegt. Robustheit, Langlebigkeit und einfache Bedienung zeichnen unsere Universal-Topfbandbohrmaschinen aus. ---------- Kurzvorstellung: • Unabhängigkeit von Beschlägehändlern und -Herstellern • Präzisions-Bohrgetriebe mit Stahlzahnrädern und Stahlkupplung • Universeller Einsatzbereich: Topfbänder, Lochreihe, Verbinder, Griff- und Durchgangsbohrungen, Bohrungen für Schubladenführungen, ... • Massive und stabile Schwenkanschläge • Abstand Frontanschlag zu Bohrspindeln bis zu 300 mm

PLANTEC - VERTRIEBS GMBH
Deutschland
Die Bohranlage ist vielseitig einsetzbar und dient dazu durch einfache Automatisierung die Kosten zu minimieren. Die Anwesenheit der Bedienperson ist nur zum Laden und Entladen des Werkstücks erforderlich. Über den NC-Vorschub wird das Material automatisch positioniert. Der Spannstock schließt und öffnet automatisch.Mit der Anlage können automatisch Bohrung in Rohr und Stangenprofilen durchgeführt werden. Sie ist zur Herstellung kleiner und mittelgroßer Serien geeignet. Mit dieser Maschine wird eine Folge von Löchern in präzisen Abständen automatisch gebohrt. Sie kann je nach den Kundenbedürfnissen in verschiedenen Längen ausgeliefert werden . VORTEILE * Verringerung der Arbeitskräfte. * Fehler vom Bedienperson werden vermieden. * Sehr gutes Preis-Leistungsverhältnis.


ATEMAG AGGREGATETECHNOLOGIE UND MANUFAKTUR AG
Deutschland
Nestingaggregat für effiziente Bohrungen von Dübelverbindungen in Korpuselementen durch besonders kompakte Bauform Das MONO LOW LEVEL FUNCTION LINE von ATEMAG ist ein speziell für Nestingmaschinen entwickeltes Winkelbohraggregat. Der kompakte Winkelkopf ermöglicht präzises Bohren von Dübelbohrungen in Kanten, selbst bei Werkstücken mit geringer Höhe. Das Aggregat kann Bohrungen mit 6 mm und 8 mm Durchmesser bei Plattenstärken ab 16 mm präzise ausführen und reduziert den Bedarf an manuellen Arbeiten von Arbeitskräften, was wiederum die Produktionsabläufe erheblich optimiert.

MASCHINENHANDEL O. KLEINERT
Deutschland
Beschlag u. Topfbandbohrmaschine BLUM. Minidrill. Bauj: 1995. Motorleistung - 0,75 kW - zum präzisen Bohren und Einpressen von allen gängigen Möbelbeschlägen, Topfbändern - montageplatten und Verbindungsbeschlägen von BLUM, HETTICH und anderen Herstellern.
Suchergebnisse für
Prazise bohrungen - Import ExportAnzahl der Ergebnisse
31 ProdukteUnternehmensart
Kategorie
- Pressen - Metallindustrie (8)
- Bohrmaschinen - Holzbearbeitung (2)
- Bohrungen (2)
- Holzbe- und -verarbeitungsmaschinen und -geräte (2)
- Ausbohren von Stahl und Metallen (1)
- Bohrmaschinen (1)
- Fixierung - Produktionsmaschinen (1)
- Oberflächenbehandlung - Maschinen und Anlagen (1)
- Stahl und Metalle - Be- und Verarbeitung (1)
- Stanzen und Schneiden - Werkzeugmaschinen (1)