

HÄRTETECHNIK FELLBACH GMBH & CO. KG
Deutschland

Beim Salzbadnitrocarburieren werden die zu behandelnden Werkzeuge in eine Salzschmelze eingetaucht, die Stickstoff und Kohlenstoff an die Bauteiloberfläche abgibt, dies führt zu einer Härtesteigerung. Beim Salzbadnitrocarburieren werden die zu behandelnden Werkzeuge in eine Salzschmelze eingetaucht, die bei einer Temperatur von ca. 580°C Stickstoff und Kohlenstoff an die Bauteiloberfläche abgibt, dies führt zu einer Härtesteigerung. Anwendungsbereiche Maschinen- & Gerätebau | Fahrzeugbau | Feinwerktechnik | Automobilindustrie Werkstoffgruppen Alle Stahlqualitäten Wärmebehandlungen im Bereich Salzbadnitrocarburieren Salzbadnitrocarburieren Nachoxidation

HÄRTETECHNIK FELLBACH GMBH & CO. KG
Deutschland
Festigkeit, Zähigkeit, Härte, genaueste Kohlenstoffregelung, Reduzierung der Randoxidation. Schutzgashärten bietet ein außergewöhnliches Spektrum an Anwendungsmöglichkeiten. Computergesteuerte Anlagen. präzise Kombination der Parameter – jedes Verfahren wird dokumentiert und ist 100% reproduzierbar. Die Anwendungsbereiche Automobilindustrie | Medizintechnik | Luft- und Raumfahrtindustrie Elektroindustrie | Textilindustrie | Maschinenbau | Werkzeugbau Werkstoffgruppen Un- bis mittellegierte Stähle und thermochemische Prozesse Wärmebehandlungen im Bereich Schutzgashärten stehende und hängende Chargierung bis 850 mm Länge (abhängig von der Geometrie)

ENGELS & HAST GMBH
Deutschland
Das Härten zählt zu den wichtigsten Prozessen der Metallverarbeitung. Durch die schnelle Wechselwirkung von Wärme und Kälte wird die mechanische Widerstandsfähigkeit des Metalls exponentiell erhöht.

ILMBERGER MASCHINEN- UND ZAHNRADFABRIK GMBH
Deutschland
In unserem Mehrzweckkammerofen können wir Vergüten, Aufkohlen, Härten, Anlassen und spannungsarm Glühen. Außerdem können wir im Bad nitrieren, Salzbadhärten und Dornhärten im Drehherdofen. Im eigenen Härtelabor werden die Teile anschließend geprüft und die Ergebnisse dokumentiert (insbesondere EHT bzw. NHT, Oberflächenhärte, Kernfestigkeit).

HDS INDUKTIONSHÄRTEREI GMBH & CO. KG
Deutschland
Durch den hauseigenen Bau von Induktoren haben wir die Möglichkeit, schnell zu reagieren. Durch geschultes Fachpersonal können wir Ring- oder Forminduktoren selbst herstellen. Verschiedene Lehren garantieren eine gleichbleibende Kontur. Damit sind wir schnell und unabhängig und in der Lage Ihr Projekt schnell umzusetzen.

JOHANN HAUNSCHMIDT GMBH
Österreich
Das Feingefühl unserer Miitarbeiter und der Einsatz hochwertiger Geräte sorgen beim Härten für wunschgemäße Ergebnisse. Hier sind Mitarbeiter mit viel Erfahrung und dem nötigen Wissen gefragt. Höchste Präzision garantiert saubere und perfekte Umsetzung der vorgegebenen Parameter.

HIPP PRÄZISIONSTECHNIK GMBH & CO. KG
Deutschland
Hipp Präzisionstechnik bietet Ihnen alle gängigen Härteverfahren wie z.B. Einsatzhärten, Vakuumhärten, Gasnitrieren, uvm. HÄRTEN Wir bieten verschiedenste Härteverfahren Hipp Präzisionstechnik bietet Ihnen alle gängigen Härteverfahren wie z.B. Einsatzhärten Vakuumhärten Gasnitrieren Induktivhärten Schutzgashärten Randschichthärten Salzbad Durchhärten Vakuumhärten Die Vakuumwärmebehandlung ist ein sehr wirtschaftliches, umweltfreundliches und effizientes Wärmebehandlungsverfahren und eignet sich vor allem für verzugsempfindliche Werkstücke, die eine metallisch blanke Oberfläche erfordern. Meist wird dieses Verfahren bei hochlegierten Werkzeugstählen, Rost- und säurebeständige Stählen, Schnellarbeitsstähle, pulvermetallurgisch hergestellte Stählen und Aluminium-/Kupferlegierungen angewendet.

DIESING WALZWERKSTECHNIK GMBH
Deutschland
In der Härterei findet in einem 800 kg Vakuumofen und zwei Anlassöfen die Vergütung unserer Produkte statt. Eine moderne Prozesssteuerung und ständige Kontrollen garantieren höchste Reproduzierbarkeit bei der Wärmebehandlung und sichern eine gleichbleibende Qualität und Haltbarkeit des Endproduktes. Durch Chargenvergabe wird die QS – konforme Nachverfolgbarkeit des gesamten Produktionsprozesses sichergestellt.

AIRTEC THERMOPROCESS GMBH
Deutschland
Im Härteprozess wird im Wärme zu behandelnden Produkt durch Temperatureinwirkung im Härteofen die Werkstoffmatrix einer gezielten Gefügeumwandlung unterzogen.

ESC GMBH INGENIEURGESELLSCHAFT FÜR OBERFLÄCHEN-REINIGUNGSTECHNIK
Deutschland
Entlackungen im eigenen Haus, wir selbst nutzen unsere Verfahren im eigenen Lohnbetrieb zur Entlackung von hochwertigen Werkzeugen und Bauteilen. Die hier gesammelten Erfahrungen kommen der ständigen Weiterentwicklung zugute. Anpassung ist unsere Stärke. Wo Standardlösungen an ihre Grenzen stoßen, erreichen wir durch gezielte Modifizierung von Anlagentechnik und Chemie eine individuelle Systemoptimierung – sogar für hartnäckigste Entlackungsaufgaben. Überzeugen Sie sich selbst von unserem Know-how und besuchen Sie uns in unserem Technikum.

RUDOLF RIEKER GMBH
Deutschland
Beim Schutzgashärten wird versucht eine zunderarme Oberfläche beim Härten zu erzielen. Hierzu wird ein Schutzgas benötigt, welches dem Verfahren den Namen gab. Beim Schutzgashärten wird versucht den glühenden Bereich zu schützen. Dies geschieht durch eine Abschirmung und Spülung des Bereiches mit Schutzgas. Hierbei ist ein großes Erfahrungs- potential vonnöten, da dieses Verfahren sehr komplex ist. Dadurch können Nacharbeitsprozesse teilweise entfallen.

HÄRTEREI GERSTER AG
Schweiz
Die induktive Erwärmung wird mit sehr hoher Leistungsdichte direkt im Bauteil erzeugt. Dabei wird der zu härtende Bereich sehr rasch auf Härtetemperatur gebracht und unmittelbar danach abgeschreckt.
LASERVORM GMBH
Deutschland
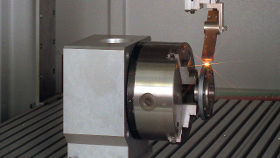
Laseroberflächenhärten mit Einhärtetiefen von 0,1 mm bis 2,0 mm. Wir führen Oberflächenhärtungen (Einhärtetiefen 0,1mm bis max. 2mm) an fertig bearbeiteten (z. B. geschliffenen) Werkstücken mit Nd:YAG-, Faser- und Diodenlasern, nahezu verzugsfrei durch. Wir nutzen verschiedene NC-Anlagen mit 3 bis 6 Achsen. Durch den Einsatz eines 6-Achs-Roboters können wir große Stückzahlen von Kleinbauteilen effektiv in Serie fertigen. Mit Hilfe von Spezial-Härteoptiken werden hoher Durchsatz und Prozesssicherheit gewährleistet und durch den Einsatz von Pyrometern wird eine optimale Regelung und Überwachung des Härteprozesses sicher gestellt. Wir fertigen für Sie metallographische Querschliffe und Härtemessungen an.

HDS INDUKTIONSHÄRTEREI GMBH & CO. KG
Deutschland
Induktives Anlassen von gehärteten Bauteilen Induktives Anlassen wird z.B. verwendet, wenn die Bauteile vollständig gehärtet wurden, z.B. bei HSS-Stahl oder bei einsatzgehärteten Bauteilen. Ziel ist es, bestimmte Bereiche von der Härte zu befreien, also nur so hoch zu temperieren, dass eine Umwandlungstemperatur nicht erreicht wird

RUDOLF RIEKER GMBH
Deutschland
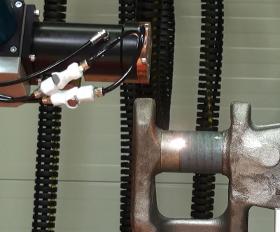
Beim Induktionshärten wird mittels einer Kupferspule die Energie auf das Werkstück übertragen. Hierbei können große Energiemengen in kurzer Zeit übertragen werden, da die Wärme im Werkstück entsteht. Wir verwenden das Induktivhärten als Verfahren zur Randschichthärtung. Hierbei verleihen wir Werkstücken mit niedriger oder hoher Festigkeit eine Randschicht mit hoher Härte. Diese Randschicht, die meist örtlich begrenzt ist, wird induktiv mit einer Induktorspule erwärmt und somit auf die notwendige Härtetemperatur gebracht. Durch das Abschrecken mit Hilfe einer auf das Bauteil ausgerichteten Brause und einem speziellen Abschreckmediums wird eine Martensitbildung in der Randschicht erreicht. Für das Induktivhärten eignen sich alle Stähle mit einem ausreichenden Kohlenstoffgehalt (ab ca. 0,3 % C). Es können jedoch auch Stähle mit geringerem Kohlenstoffgehalt induktivgehärtet werden.

HÄRTEREI WEBER UND WALLNER GMBH & CO. KG
Deutschland
Für hochpräzise Bauteile, aus hochlegierten Stählen, wird das Tiefkühlen (-80°C) nach der Wärmebehandlung angewandt, um die Maß- und Formstabilität zu gewährleisten, und um Restaustenit zu beseitigen.

CLW CLAUSTHALER LASER- UND WERKSTOFFTECHNIK GMBH
Deutschland
Das Laserumschmelzhärten wird bei Gusseisenwerkstoffen eingesetzt. Umschmelzen Das Laserumschmelzhärten wird bei Gusseisenwerkstoffen eingesetzt. Hier wird durch die schnelle Abschreckung eine Weißerstarrung in der Gussoberfläche erzielt, mit hervorragenden Verschleißeigenschaften. Folgende Bauteile werden so bearbeitet: - Bohrwerkzeuge - Laufflächen - Führungsbahnen - Anschläge - Gelenkkupplungen

Sie verkaufen oder produzieren ähnliche Produkte?
Registrieren Sie sich auf europages und referenzieren Sie Ihre Produkte

HÄRTEREI GERSTER AG
Schweiz
Flamm-, Induktions- und Laserhärten sind die drei gebräuchlichsten Randschichthärteverfahren. Seit Jahrzehnten finden sie bei der Härterei Gerster AG breite Verwendung. Begonnen hat die erfolgreiche Firmengeschichte 1950 mit dem Flammhärten. In der Folge wurde der Maschinenpark nach und nach auf die gegenwärtig 50 Randschichthärteanlagen erweitert. Über all die Jahre entwickelten unsere Spezialisten ein sehr spezifisches Know-how, und sie können Ihnen deshalb heute für jeden Bedarf die optimale Randschichthärtelösung anbieten. Heute wird das Randschichthärten vor allem in der Antriebstechnik bei Verzahnungen und Führungen angewendet.

HDS INDUKTIONSHÄRTEREI GMBH & CO. KG
Deutschland
Mit unsererm modernen Maschinenpark und geschultem Personal bieten wir auch für Ihr Produkt die Möglichkeit, es partiell zu härten. Mit unseren Anlagen zur induktiven Wärmebehandlung sind wir in der Lage verschiedenste Bauteile und Werkstoffe induktiv zu härten. Die Spannweite liegt dabei zwischen einer Länge von 5mm bis zu 950mm, im Durchmesser von Ø3 bis Ø400 und im Gewicht zwischen wenigen Gramm und 40kg. Materialien: Vergütungsstähle, Automatenstähle, Kugellagerstähle, Sintermaterial, etc. Kundenbereich: Automotive, Land- und Baumaschinen, Elektromobilität, Maschinenbau

DONAU-HÄRTEREI GMBH
Deutschland
Auch wenn heute in vielen Betrieben das Härten im Salzbad nicht im Vordergrund der Anwendungen steht, setzen wir bewusst auf dieses Verfahren


HÄRTEREI WEBER UND WALLNER GMBH & CO. KG
Deutschland
Durch das Einsatzhärten von normalerweise kohlenstoffarmen Stählen (legiert oder unlegiert), erhalten diese eine harte und verschleissfeste Randschicht, sowie einen zähen Kern. Außerdem besteht die Möglichkeit, die Bauteile partitiell zu schützen (durch Schrauben oder Paste), damit diese Bereiche anschliessend noch mechanisch bearbeitet werden können. Für die Einsatzhärtung geeignete Stähle sind in der DIN EN 10084:1998-06 aufgeführt. Das Einsatzhärten wird bei uns im Gaskohlungsofen mit PC-gesteuerter Prozessregelung durchgeführt.

HÄRTEREI GERSTER AG
Schweiz
Der Hochleistungsdiodenlaser erzeugt einen präzisen, Laserstrahl. Die zu behandelnde Werkstückoberfläche wird örtlich schnell erwärmt (> 1000 °C/Sekunde) und bis max. 1,5 mm tief umgewandelt.

HÄRTEREI GERSTER AG
Schweiz
Bei Behandlungstemperaturen im Bereich von ca. 800 bis 1000 °C wird die Randschicht eines Werkstückes mit Bor angereichert; es bilden sich geschlossene Boridschichten. Die Härte dieser Schicht liegt, abhängig vom Werkstoff, innerhalb 1500 bis 2100 HV. Die hohe Härte, aber auch die besondere Struktur der Schicht bringen einen ausserordentlich guten Verschleisswiderstand.

HÄRTEREI GERSTER AG
Schweiz
Mittels speziellen Hochleistungsbrennern wird die Randzone mit Leistungen bis zu 2500 kW rasch auf Härtetemperatur gebracht und je nach Werkstoff abgeschreckt. Werkstoffabhängig können Einhärtungstiefen bis zu 40 mm realisiert werden. Vorteile des Flammhärtens • Leistungsbedarf kann einfach angepasst werden • Grosse Einhärtungstiefen realisierbar • Behandlung von sehr grossen ¬ Bauteilen möglich Anwendungsbereiche für Stahl- und Gussteile • Walzen, Wellen, Kolben, Rollen • Kurven • Grosse Zahnräder • Schienen und Leisten • Maschinenbetten • Zylinder (Innen-Ø) Bauteilabmessungen • Bis Ø 800 x 11 000 mm, max. 6 Tonnen • Bis Ø 1400 x 650 mm, max. 2,5 Tonnen • Kubische BT bis 10 000 mm • Maximales Gewicht 10 Tonnen • Grössere Teile auf Anfrage

HÄRTEREI RAU GMBH & CO. KG
Deutschland
Wärmebehandlung im Salzbad Das Wärmebehandeln ist meist die letzte oder vorletzte Arbeitsoperation im Herstellungsprozess von Bauteilen und Werkzeugen. Wir härten Bauteile um Festigkeitssteigerungen und höhere Verschleißbeständigkeit zu erreichen. Unsere Salzbad-Anlagen sind aufgrund ihrer gleichmäßigen Wärmeübertragung ein Garant für optimale Ergebnisse auch bezüglich des Verzuges. Unsere Verfahren: Einsatzhärten Härten und Anlassen Vergüten Partiell Härten Baintisieren Unsere Anlagengrößen Salzbäder Ø 500 mm Tauchtiefe 750 mm Kammerofen groß (l/b/h) 1400 / 750 / 400 Kammerofen klein (l/b/h) 500 / 500 / 400 Maximal Härtetemperatur 900°C
NUTECH GESELLSCHAFT FÜR LASERTECHNIK UND MATERIALPRÜFUNG MBH
Deutschland
Das Laserhärten ermöglicht das lokale und verzugsarme Randschichthärten von Gussteilen mit hoher Geschwindigkeit.


Suchergebnisse für
Harten - Import ExportAnzahl der Ergebnisse
542 ProdukteLänder
Unternehmensart
Kategorie
- Bahntransporte (36)
- Reinigen, Beizen, Härten, Entfetten von Stahl und Metallen (26)
- Lichtreflektoren (18)
- Stahl und Metalle - Oberflächenbehandlung und Überzüge (18)
- Werkzeugstahl (13)
- Aluminiumbleche und -bänder (12)
- Härten von Metallen - Maschinen und Anlagen (11)
- Sanitärinstallationen (11)
- Zement und Zusatzstoffe (10)
- Koffer (9)
- Bohrungen (8)
- Handwerkszeug, nicht motorisch betrieben - Baugewerbe (8)
- Hartplatten (7)
- Stanzen und Schneiden - Werkzeugmaschinen (6)
- Verchromen (6)
- Brennholz (5)
- Magnete (5)
- Sicherheitsdienstleistungen (5)
- Grundstoffe - Bauindustrie (4)
- Mess- und Kontrollinstrumente (4)