Biegeanlage

Beschreibung
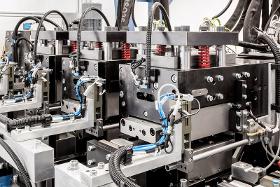
Die Auslegung eines Biegewerkzeuges bzw. einer automatisierten Biegeanlage wird durch die Abmessungen des Bauteils, die geforderte Fertigungsqualität so wie die Stückzahl der Werkstücke beeinflusst. Aktuell umfasst unser Portfolio die Möglichkeit der Bearbeitung von Rohren bis max. Durchmesser 40mm und einer Wandstärke bis max. 2mm. Um hohe Standzeiten zu generieren, kommen überwiegend Hochleistungswerkstoffe zum Einsatz, beispielsweise hochlegierte Werkzeugstähle oder PM- Stähle. Je nach Bedarf werden die Aktivteile zusätzlich PVD- beschichtet. Vorteile des Kaltumformens gegenüber Warmumformen: Keine Verzunderung der Oberfläche Gute Oberflächeneigenschaften Erhöhung der Festigkeitseigenschaften des Bauteils Enge Maßtoleranzen sind möglich
- Biegemaschinen
- Stationäre Biegemaschinen
Ähnliche Produkte von ASW- HALLER GMBH
ASW- HALLER GMBH
Deutschland

Die Auslegung eines Kaltumformwerkzeuges, einer automatisierten Kaltumformanlage wird durch die Abmessungen des Bauteils, die geforderte Fertigungsqualität und die Stückzahl der Werkstücke beeinflusst

ASW- HALLER GMBH
Deutschland
Die Auslegung eines Stanzwerkzeuges bzw. einer automatisierten Stanzanlage wird durch die Abmessungen des Bauteils, die geforderte Fertigungsqualität so wie die Stückzahl der Werkstücke beeinflusst. Um hohe Standzeiten zu generieren, kommen überwiegend Hochleistungsschneidwerkstoffe zum Einsatz, beispielsweise verschiedene Hartmetalle oder PM- Stähle. Je nach Bedarf werden die Aktivteile zusätzlich PVD- beschichtet. Vorteile des Stanzens gegenüber anderen Fertigungsverfahren: Hohe Bearbeitungsgeschwindigkeiten, geringe Taktzeiten Kein Einsatz von Kühlschmierstoffen notwendig Keine thermische Erwärmung wie beim Lasern Hohe Standzeiten der Aktivteile, dadurch hohe Maschinenverfügbarkeit Geringe Verschleißteilkosten

ASW- HALLER GMBH
Deutschland
Die Auslegung eines Trennwerkzeuges bzw. einer automatisierten Trennanlage wird durch die Abmessungen des Bauteils, die geforderte Fertigungsqualität so wie die Stückzahl der Werkstücke beeinflusst.

ASW- HALLER GMBH
Deutschland
Die Auslegung eines Ausklinkwerkzeuges, einer automatisierten Ausklinkanlage wird durch die Abmessungen des Bauteils, die geforderte Fertigungsqualität so wie die Stückzahl der Werkstücke beeinflusst. Um hohe Standzeiten zu generieren, kommen überwiegend Hochleistungsschneidwerkstoffe zum Einsatz, beispielsweise verschiedene Hartmetalle oder PM- Stähle. Je nach Bedarf werden die Aktivteile zusätzlich PVD- beschichtet. Vorteile des Ausklinkens gegenüber anderen Fertigungsverfahren: Hohe Bearbeitungsgeschwindigkeiten, geringe Taktzeiten Kein Einsatz von Kühlschmierstoffen notwendig Keine thermische Erwärmung wie beim Lasern Hohe Standzeiten der Aktivteile, dadurch hohe Maschinenverfügbarkeit Geringe Verschleißteilkosten